机械臂柔性运动的重力和惯性补偿


六维力传感器直接测到的是施加在它安装面上的所有广义力,这里面混合了真实接触力、工具重力、自身重力、运动惯性力以及振动等干扰。直接使用这个原始信号,会让导纳控制器产生错误的位置修正,轻则贴合不准,重则误判碰撞或引起振荡。
要解决这个问题,必须系统地做力信号净化,核心是重力补偿和惯性补偿。
一、干扰源拆解
把传感器测量值 F_s 拆解开:
F_s=F_contact+F_gravity+F_inertia+F_disturbance
- Fcontact:想要提取的真实接触力(清洁头与釉面)。
- Fgravity:末端工具(含清洁模组、安装件)的重力在传感器坐标系下的分量,这个力随机械臂姿态变化而变化,量级恒定且不小。
- Finertia:工具质量在加速时产生的惯性力(m⋅a)以及转动惯量带来的力矩,清洁时通常运动速度不高,但若快速启停或摆动,此项不可忽略。
- Fdisturbance:其他,如刷头旋转产生的周期性扰动力、线缆拉扯、水液晃动、传感器温漂、零漂等。
二、核心补偿方法
1. 重力补偿(基础且必须)
重力补偿就是根据当前机械臂姿态,实时算出工具重力在传感器坐标系下的值,并减去。
- 事前标定(一次性)
- 将机器人安装好工具,不接触任何物体,操纵末端到3个以上不同的姿态(如传感器轴分别竖直向上、水平、倾斜45°等)。
- 记录每个姿态下传感器的力/力矩读数及对应的末端姿态(旋转矩阵 Rtoolbase)。
- 利用最小二乘法,解算出工具在传感器坐标系下的质量中心坐标 r_com (三维向量),以及工具总重力大小 G=mg
- 很多协作机器人厂商提供负载辨识工具,可自动完成该步骤。
- 在线实时计算
已知标定结果 m 和质心在传感器坐标系的位置 r_com,实时获取当前末端相对于基座的姿态 R_sensorbase。
- 重力在基坐标系下始终为 g_base=[0,0,−g]T。
- 转换到传感器坐标系: F_g=R_basesensor x g_base x m(力部分)
- 同时重力对传感器原点产生力矩: M_g=r_com×F_g
- 从传感器原始读数中减去这两个分量即可。
实现要点:
- 需要实时获取准确的末端位姿(通过正运动学)。
- 由于机构有SCARA+双俯仰,姿态计算直接使用关节角度和正运动学即可,精度足够。
2. 惯性补偿(动态运动时必要)
当末端存在加速度时,工具质量会产生惯性力 −m⋅a。
- 获取加速度 a: 可通过关节编码器二次差分得到,也可在末端加装低成本的IMU(更直接,但需注意防水)。对于清洁这种低速场景,关节编码器差分通常够用,但需低通滤波处理噪声。
- 计算惯性力/力矩:
- 平动惯性力: F_iner=−m⋅a_sensor(a_sensor 是传感器坐标系下的线加速度)
- 转动惯性力矩(如果转动较大): M_iner=−I⋅α−ω×(I⋅ω) 一般清洁时转动很慢,此项可忽略,或仅用简单模型。
- 从传感器信号中扣除 Finer(和 Miner)。
注意:惯性补偿对加速度信号噪声敏感,要配合低通滤波。如果清洁速度确实很慢(比如切向80mm/s,且无剧烈急停),惯性项可能远小于接触力,为简化可暂忽略,但重力补偿绝不可省。
3. 刷头旋转等周期性干扰抑制
若清洁模组自带旋转刷或超声波振动,会引入高频周期力。
- 机械隔离:设计上确保刷头转动系统与传感器安装面之间有软连接,尽量不传到传感器。
- 软件滤波:使用陷波滤波器锁定旋转频率(比如刷头转速600rpm即10Hz),从力信号中精确去除该频率成分,同时保留低频的接触力信息。
4. 零漂与温度补偿
每次启动或进入清洁前,让机器人末端悬空静止,记录几秒传感器读数取均值作为当前零点。若传感器温漂明显,可每隔一定时间自动执行一次空载校零。
三、落地实施步骤(针对清洁系统)
- 安装完成后的首次标定
- 在无接触、静止状态下,用机器人内置负载辨识功能或手动采点,求出末端工具(包括清洁模组、支架、传感器本身负载)的质量 m 和质心坐标 rcom。
- 验证:让机械臂摆出几个姿态,观察补偿后的力值是否接近零(<0.2N)。
- 实时运行回路
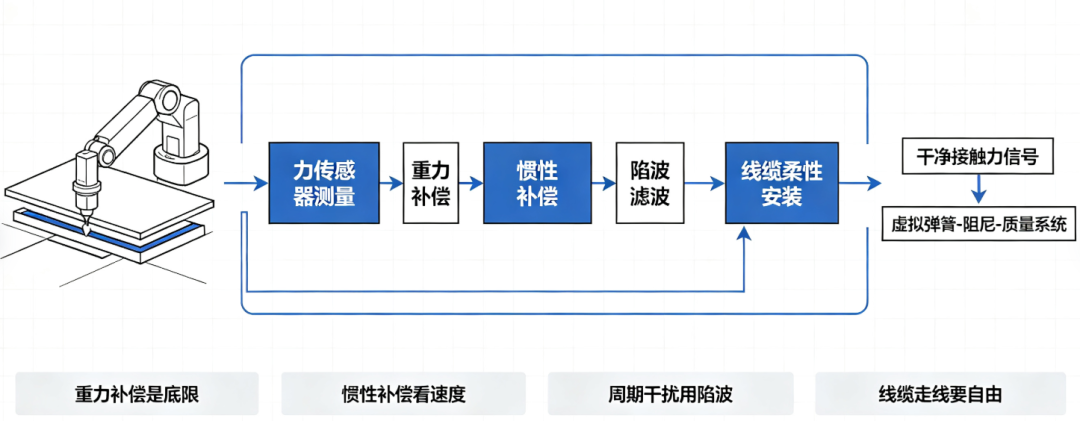
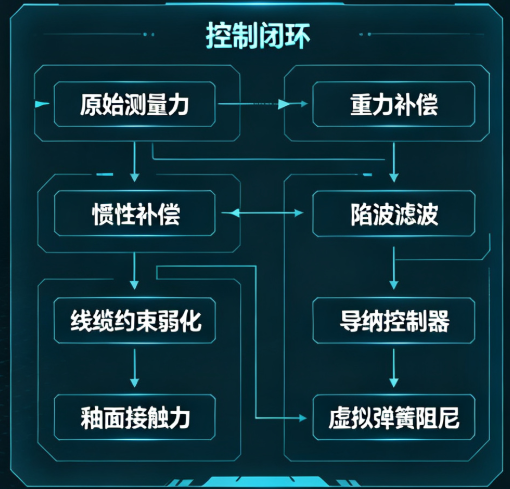
- 读取六维力传感器 raw → 减去实时重力项(用当前姿态计算) → 减去实时惯性项(用当前加速度计算,如低速可省略) → 陷波滤波去除刷头周期干扰 → 低通滤波(如100Hz,避免力控内环振动) → 得到纯净的 F_contact → 送入导纳控制器。
- 双重保险 即使做了以上补偿,导纳控制器本身的过阻尼参数(大D)也对残余高频误差不敏感,但为提高接触检测精度和恒力稳定性,力信号前置净化是必须的。
四、一句话总结
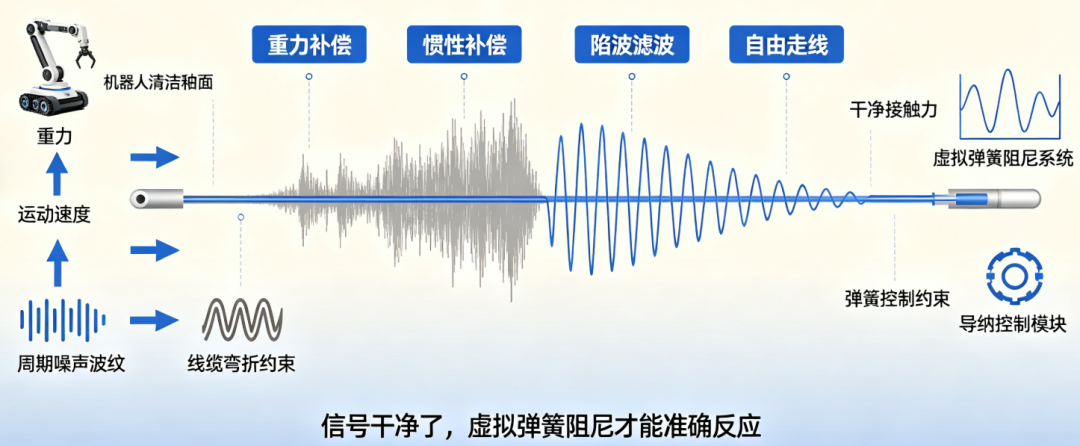
重力补偿是底限,惯性补偿看速度,周期干扰用陷波,线缆走线要自由。 通过这些处理,才能得到一个只反映“釉面接触力”的干净信号,让导纳控制器的虚拟弹簧阻尼系统真正准确地感知和反应。
本文参与 腾讯云自媒体同步曝光计划,分享自微信公众号。
原始发表:2026-07-10,如有侵权请联系 cloudcommunity@tencent.com 删除
评论
登录后参与评论
推荐阅读
目录
腾讯云开发者

Copyright © 2013 - 2026 Tencent Cloud. All Rights Reserved. 腾讯云 版权所有
深圳市腾讯计算机系统有限公司 ICP备案/许可证号:粤B2-20090059 ![]() 粤公网安备44030502008569号
粤公网安备44030502008569号
腾讯云计算(北京)有限责任公司 京ICP证150476号 | 京ICP备11018762号